5.3 Turning cycles
Article Number: 519 | Rating: Unrated | Last Updated: Fri, Aug 26, 2016 1:17 PM
The machining plane must be defined prior to the cycle call. With turning, it is usually the G18 (ZX plane). The two axes of the current plane in turning are hereinafter referred to as the longitudinal axis (first axis of this plane) and transverse axis (second axis of this plane) in the Fig.5.11. In the turning cycles, with diameter programming active, the second axis is taken into account as the transverse axis in all cases.
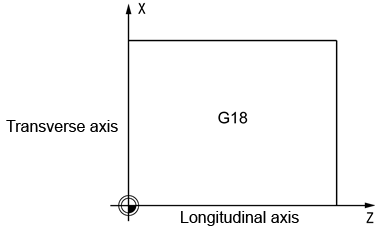
Fig.5.11 Plane definition for turning cycles
There are no attachments for this article.
There are no comments for this article. Be the first to post a comment.
Related Articles

5.2.1 Drilling, centering CYCLE81
Viewed 13686 times since Fri, Aug 26, 2016
5.2.6 Boring (boring 2) CYCLE86
Viewed 12153 times since Fri, Aug 26, 2016
3.3 Tool offset table
Viewed 4190 times since Fri, Aug 26, 2016
5.2.9 Reaming 2 (boring 5) CYCLE89
Viewed 1965 times since Fri, Aug 26, 2016
6.1 Outer contouring
Viewed 1740 times since Fri, Aug 26, 2016
3.5 Tool radius compensation G40/G41/G42
Viewed 6147 times since Fri, Aug 26, 2016
1.6 Program structure
Viewed 2529 times since Thu, Aug 25, 2016

