

5.3.5 Thread cutting CYCLE97
Programming
CYCLE97(PIT, MPIT, AXSA, AXSE, DM1, DM2, RIP, ROP, TDEP, FAL, IANG, ANGD, NRC, NIP, TYP, NUMT, VRT, LRP)
Parameters
|
PIT |
Real |
Thread lead as a value (enter without sign) |
|
MPIT |
Real |
Thread size (enter without sign) Range of values: 3 (for M3) ... 60 (for M60) |
|
AXSA |
Real |
Thread starting point in the longitudinal axis |
|
AXSE |
Real |
Thread end point in the longitudinal axis |
|
DM1 |
Real |
Thread diameter at the starting point |
|
DM2 |
Real |
Thread diameter at the end point |
|
RIP |
Real |
Run-in path (enter without sign) |
|
ROP |
Real |
Run-out path (enter without sign) |
|
TDEP |
Real |
Thread depth (enter without sign) |
|
FAL |
Real |
Finishing allowance (enter without sign) |
|
IANG |
Real |
Infeed angle |
|
ANGD |
Real |
Starting point offset for the first thread turn (enter without sign) |
|
NRC |
Int |
Number of roughing cuts (enter without sign) |
|
NIP |
Int |
Number of idle passes (enter without sign) |
|
TYP |
Int |
Definition of the machining type for the thread Range of values: 1 ... 4 |
|
NUMT |
Int |
Number of thread turns (enter without sign) |
|
VRT |
Real |
Variable retraction path (enter without sign) |
|
LRP |
Real |
Thread run-out length (enter without sign) |
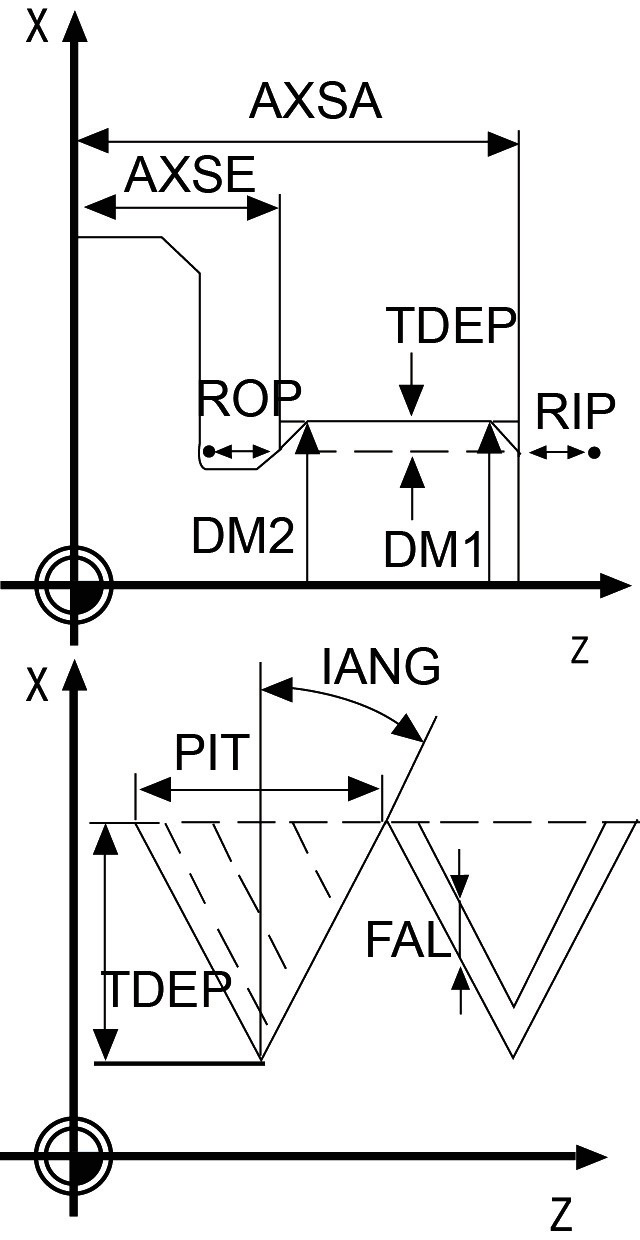
Fig.5.38 Thread cutting parameter
Function
Use the thread cutting cycle to produce cylindrical and tapered external and internal threads with constant pitch in longitudinal and face machining.
1. The threads can be both single−start and multiple threads.
2. With multiple threads, the individual thread starts are machined one after the other. You can choose between the variants constant infeedper cut or constant cutting cross−section.
3. Right−hand or left hand thread is determined by the direction of rotation of the spindle whichmust be programmed prior to the cycle start.
4. Both feed and spindle override are ineffective in the traversing blocks with thread.
Sequence
Position reached prior to cycle start, starting position is any position from which the programmed thread starting point + run−in path can be approached without collision. The cycle creates the following sequence of motions:
1.Approach of the starting point determined in the cycle at the beginning of the run−in path for the first thread turn with G00
2. Infeed for roughing according to the infeed type defined under TYP;
3. Thread cutting is repeated according to the programmed number of roughing cuts.
4. The finishing allowance is removed in the following step with G33.
5. This step is repeated according to the number of idle passes.
6. The whole sequence of motions is repeated for each further thread turn.
Explanation of the parameters:
PIT and MPIT (value and thread size)
The thread pitch is an axis−parallel value and is specified without sign. To produce metric cylindrical threads, it is also possible to specify the thread start as a thread size via the parameter MPIT (M3 to M60). Only one of the two parameters should be used by option. If they contain contradicting values, the cycle generates alarm and is aborted. Correspondence between the thread size (MPIT) and pitch (PIT) of the national standard (GB) is shown as below.
|
Size |
Thread pitch P |
Size |
Thread pitch P |
|
M3 |
0.50 |
M14;M16 |
2 |
|
M3.5 |
0.60 |
M18;M20;M22 |
2.5 |
|
M4 |
0.70 |
M24;M27 |
3 |
|
M4.5 |
0.75 |
M30;M33 |
3.5 |
|
M5 |
0.80 |
M36;M39 |
4 |
|
M6;M7 |
1.00 |
M42;M45 |
4.5 |
|
M8 |
1.25 |
M48;M52 |
5 |
|
M10 |
1.5 |
M56;M60 |
|
|
M12 |
1.75 |
|
|
DM1 and DM2 (diameter)
Use this parameter to define the thread diameter of starting and end point of the thread.
AXSA, AXSE, RIP and ROP (starting, end point, run−in and run−out path)
The programmed starting point (AXSA) or end point (AXSE) constitutes the original starting point of the thread. The starting point used in the cycle, however, is the starting point brought forward by the run−in path RIP, and, correspondingly, the end point is the programmed end point brought back by the run−out path ROP. In the transversal axis, the starting point defined by the cycle is always by 1 mm above the programmed thread diameter. This retraction plane is generated in the internally control system automatically.
TDEP, FAL, NRC and NIP (thread depth, finishing allowance, number of cuts)
The programmed finishing allowance acts paraxially and is subtracted from the specified thread depth TDEP; the remainder is divided into roughing cuts. The cycle will calculate the individual infeed depth automatically, depending on the parameter TYP. When the thread depth is divided into infeeds with constant cutting cross−section, the cutting force will remain constant over all roughing cuts. In this case, the infeed will be performed using different values for the infeed depth. A second variant is the distribution of the whole thread depth to constant infeed depths. When doing so, the cutting cross−section becomes larger from cut to cut, but with smaller values for the thread depth, this technology can result in better cutting conditions. The finishing allowance FAL is removed after roughing in one step. Then the idle passes programmed under parameter NIP are executed.
IANG (infeed angle)
As Fig.5.39, by using parameter IANG, the angle is defined under which the infeed is carried out in the thread. If you wish to infeed at a right angle to the cutting direction in the thread, the value of this parameter must be set to zero. If you wish to infeed along the flanks, the absolute value of this parameter may amount maximally to the half of the flank angle of the tool.
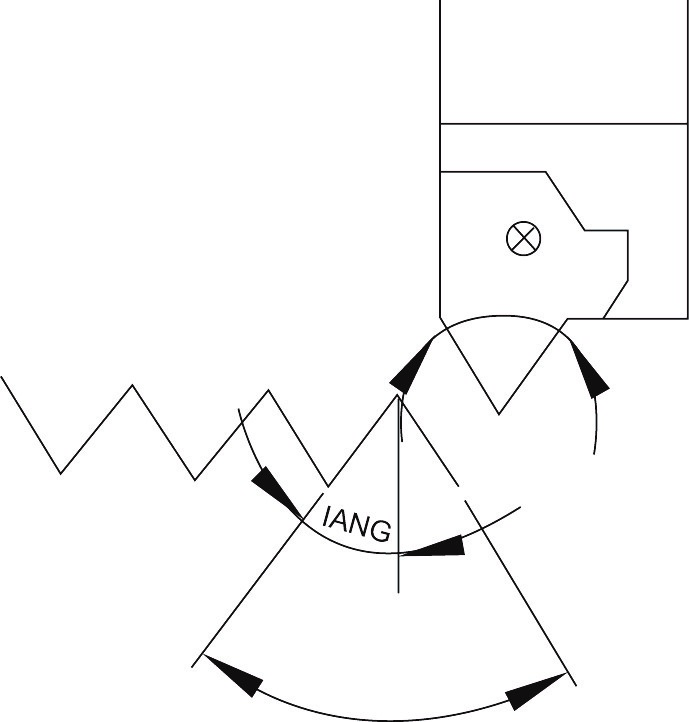
Fig.5.39 infeed angle
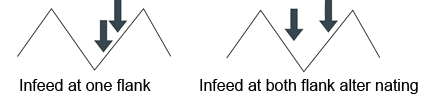
Fig.5.40 infeed type
The execution of the infeed is defined by the sign of parameter IANG. With a positive value, infeed is always carried out at the same flank, and with a negative value, at both flanks(as Fig.5.40) alter nating. The infeed type with alternating flanks is only possible for cylindrical threads. If the value of IANG for tapered threads is nonetheless negative, the cycle will carry out a flank infeed along a flank.
ANGD (starting point offset) ans NUMT (number)
By using parameter ANGD, you can program the angle value defining the point of the first cut of the thread turn at the circumference of the turned part. The parameter can assume values between 0 and +359.9999 degrees. If no starting point offset is specified or the parameter is omitted from the parameter list, the first thread turn automatically starts at the zero−degree mark. Use the NUMT parameter to define the number of thread turns with a multiple−turn thread. For a single−turn thread, the parameter must be assigned zero or can be dropped completely in the parameter list. The thread turns are distributed equally over the circumference of the turned part; the first thread turn is determined by the parameter NSP. To produce a multiple−turn thread with an asymmetrical arrangement of the thread turns on the circumference, the cycle for each thread turn must be called when programming the appropriate starting point offset.

Fig.5.41 Starting point offset
TYP (machining type)
By using the TYP parameter, it is defined whether external or internal machining will be carried out and which technology (as Fig.5.42) will be used with regard to the infeed when roughing. The parameter TYP can assume values between 1 and 4 with the following meaning:
|
Value |
Ext./int. (A/I) |
Const. infeed/const. cutting cross−section |
|
1 |
A |
Constant infeed |
|
2 |
I |
Constant infeed |
|
3 |
A |
Constant cutting cross−section |
|
4 |
I |
Constant cutting cross−section |
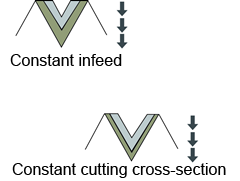
Fig.5.42 machining type
If a different value is programmed for the parameter TYP , the cycle is aborted and alarm.
VRT(variable retraction path)
The retraction path can be programmed on the basis of the initial thread diameter in the VRT parameter. For VRT = 0 (parameter not programmed), the retraction path is 0.5 mm.
LRP(Thread run-out length)
By using the LRP parameter, it is defined thread run-out length in thread cutting. Thread run-out final distance is LRP value multiplying by thread lead(as shown Fig.5.43).
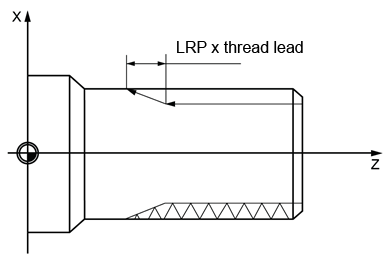
Fig.5.43 Thread run-out length
Differentiation between longitudinal and face thread:
The decision whether a longitudinal or face thread is to be machined is made by the cycle itself. This depends on the angle of the taper at which the threads are cut. If the angle at the taper is ≤45 degrees, the longitudinal axis thread is machined, otherwise it will be the face thread.
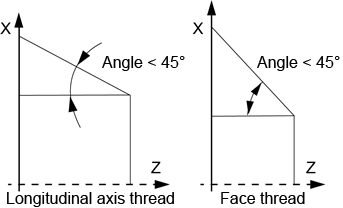
Fig.5.44 Longitudinal and face thread
Example:
By using this program, you can produce a metric external thread M42x9/2 with flank infeed. Infeed is carried out with constant cutting cross-section. 5 roughing cuts are carried out at a thread depth of 2.92mm without finishing allowance. At completion of this operation, 2 idle finish passes will be carried out.
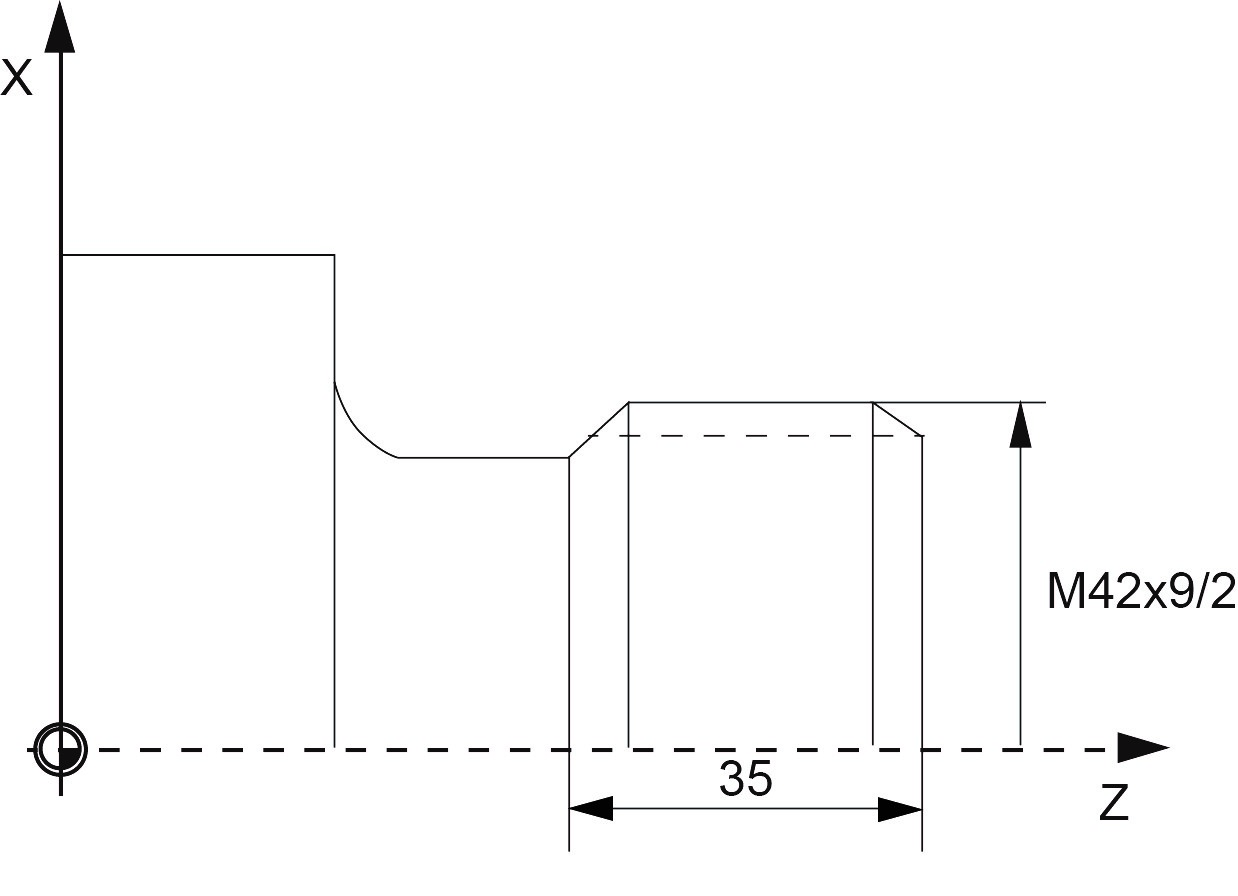
Fig.5.45 Thread cutting
|
N10 T1D1 S600 M04 |
Speed and direction |
|
N20 G00 G90 Z100 X60 |
Selection of starting position |
|
N30 CYCLE97(9, 0, 45, 10, 42, 42, 10, 3, 2.92, 0, 30, 0, 5, 2, 3, 2, 0, 0) |
Cycle call |
|
N40 G00 X70 Z160 |
Approach next position |
|
N50 M02 |
End of program |
