

5.2.5 Reaming1 (boring 1) CYCLE85
Programming:
CYCLE85 (RTP, RFP, SFD, DEP, RDP, DTB, FFW, FBW)
Parameters:
|
RTP |
Real |
Retraction plane (absolute) |
|
RFP |
Real |
Reference plane (absolute) |
|
SFD |
Real |
Safety clearance (enter without sign) |
|
DEP |
Real |
Final drilling depth (absolute) |
|
RDP |
Real |
Final drilling depth relative to the reference plane (enter without sign) |
|
DTB |
Int |
Dwell time at final drilling depth (chip breakage) |
|
FFW |
Real |
Feedrate |
|
FBW |
Real |
Retraction feedrate |
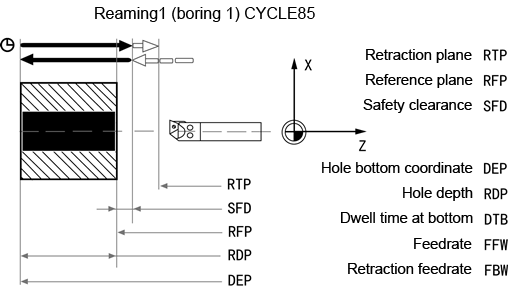
Fig.5.6 CYCLE85
Function:
The tool drills at the programmed spindle speed and feedrate velocity to the entered finaldrilling depth. The inward and outward movement is performed at the feedrate assigned to FFW and FBW respectively.
Sequence:
1. Approach of the reference plane brought forward by the safety clearance by using G00
2. Traversing to the final drilling depth with G01 and at the feedrate programmed under the parameter FFW
3. Dwell time at final drilling depth
4. Retraction to the reference plane brought forward by the safety clearance with G01 and the retraction feedrate defined under the parameter FBW
5. Retraction to the retraction plane with G00
Explanation of the parameters:
1. For the parameters RTP,RFP,SFD,DEP,RDP, see CYCLE81;
2. DTB(dwell time): The dwell time to the final drilling depth is programmed under DTB in seconds.
3. FFW(feedrate): The feedrate value programmed under FFW is active in drilling.
4. FBW(retraction feedrate): The feedrate value programmed under FBW is active when retracting from the hole to the reference plane.
Example:
The program machines a reaming with cycle CYCLE85. The drilling axis is always the Z axis. Programming zero point is the center of end face. Dwell time is 1 second.
|
N10 G00 G90 G17 G40 T1 D1 S400 M03 |
Specification of technology values |
|
N20 G95 G01 Z10 X0 F0.2 |
Approach drilling cycles starting position |
|
N30 CYCLE85(10, 0, 1, -20, 20, 1, 0.3, 0.5) |
Cycle call |
|
N40 G00 Z10 |
Next position |
|
N50 M02 |
End of program |
