

5.3.6 Copy cutting CYCLE99
Programming:
CYCLE99 (NSP, FAL, FAL1, TYP, INUM, VRT)
Parameters:
|
NSP |
String |
Name of contour subroutine |
|
FAL |
Real |
Roughing allowance (enter without sign) |
|
FAL1 |
Real |
Finishing allowance |
|
TYP |
Int |
Machining type: Range of values: 1 ... 8 |
|
INUM |
Int |
Number of roughing cuts |
|
VRT |
Real |
Variable retraction distance from contour, incremental (enter without sign) |
Function:
Using the copy cutting cycle, you can process a workpiece which already has a basic contour or has been preliminary roughing. Roughing or finishing machining types can be selected. When roughing, the cycle starts from roughing allowance of workpieces, does several times cutting with the same infeed depth, along a given machining contour, until finishing allowance; when finishing, cycle machines along the contour for all allowance. Tool radius compensation can be automatically selected or cancelled by the cycle.
Sequence:
Position reached prior to cycle start, the starting position is any position from which the contour starting point can be approached without collision.
Roughing:
1. Approach of the starting point of the contour by using G00
2. Infeed along the contour + finishing allowance with G01/G02/G03 for roughing.
3. Retraction the distance programmed by the VRT with G00.
4. Repeat thissequenceuntilitreaches theroughing cutting number.
5. Retraction to the safe position with G00.
Finishing:
1. Approach of the starting point of the contour by using G00
2. Infeed along the contour with G01/G02/G03 for finishing.
3. Retraction to the safe position with G00.
Explanation of parameters:
NSP (name)
This parameter is used to specify the contour name. The name of the contour subroutine is subject to all name conventions described in the Programming Manual.
FAL (roughing allowance)
A roughing allowance for copy roughing cutting can be specified using the parameters FAL. This value is taken into account in both axes(X and Z) as a allowance.
FAL1 (finishing allowance)
A finishing allowance after copy roughing cutting can be specified using the parameters FAL1. This value is taken into account in both axes(X and Z) as a allowance. When copy roughing cutting(TYP=1~4), if FAL1=0, the allowance will be cut at the last cycle. When copy finishing cutting(TYP=5~8), the allowance will be cut no matter how this parameter is set.
TYP (machining type):
Table5.2 machining type
|
Value |
Longitudinal/face (L/P) |
Ext./int. (A/I) |
Roughing/finishing |
|
1 |
L |
A |
Roughing |
|
2 |
P |
A |
Roughing |
|
3 |
L |
I |
Roughing |
|
4 |
P |
I |
Roughing |
|
5 |
L |
A |
Finishing |
|
6 |
P |
A |
Finishing |
|
7 |
L |
I |
Finishing |
|
8 |
P |
I |
Finishing |
Four types of contour track are shown in Fig.5.46.
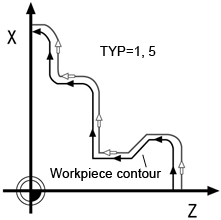
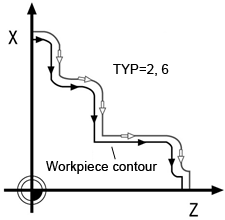

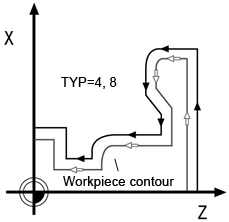
Fig.5.46 machining type
INUM (number of cutting)
INUM parameter is used to define the number of cutting times copy roughing machining along contour. In the case, the rough allowance (FAL) and finishing allowance (FAL1) are determined, if the number cutting is larger, contour cutting depth is smaller.
VRT (lift-off distance)
Parameter VRT can be used to program the amount by which the tool is retracted in both axes when roughing. For VRT=0 (parameter not programmed), the tool will retract by 1 mm.
More explanation:
1. The contour must contain at least 3 blocks with motions in the two axes of the machining plane. If the contour program is shorter, the cycle is aborted and alarmed.
2. Programming with G00, G01, G02, G03, F, S, G90/G91, G70/G71 and DIAMON/ DIAMOF are permitted as the geometry in the contour. Furthermore, it is also possible to program the commands for rounding and chamfer.
3. The first block with a traversing motion in the current machining plane must contain a motion command G00 or G01, and must program two coordinate values which can not be omitted
4. In the subroutine, the instructions T, D, S, M, F, G04, G74/G75, G25/G26, G60/G64/G09, G17/G18/G19, G94/G95/G96/G97 are not allowed to program, otherwise alarm is generated.
5. In the contour subroutine, advanced instructions such as IF, GOTO, variables (including R parameters and array) definition and assignment can be used.
6. To machine the programmed contour, a cycle-internal memory is prepared which can accommodate a certain maximum number of contour elements; how many, depends on the contour. If a contour contains too many contour elements, the cycle is canceled, and alarm is issued. In this case, the contour must be split over several contour sections, and the cycle for each section must be called separately
7.When copy machining roughing(TYP =1~4),feed rate Fand spindle speed Sare determined byF, Svalues mode before the cycle is called, F, Svalues which programmed in contour subroutineare invalid; when copy machining finishing (TYP =5~8),feed rate Fand spindle speed Sare determined byF, Svalues in the contour subroutine, if the contour subroutine has not programed F, S, feed rate Fand spindle speed Sare still determined by F, Svalues mode before the cycle is called.
The contour direction of copy machining is the same as the sequence in the subroutine which programmed by user.
Example:
After the initial roughing, the workpiece leaves 5mm allowance in the direction of both axes except the end face. Now three times the external circular contour cutting are needed, and leave 0.5mm allowance, and then one time cutting for all allowance.
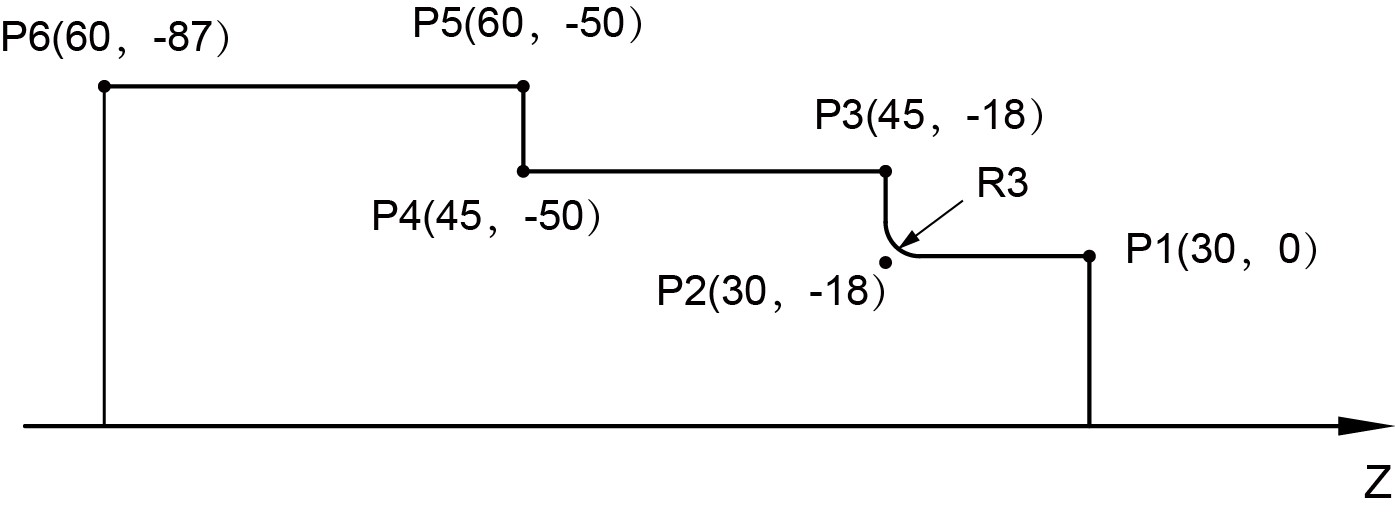
Fig.5.47 Example
Main program
|
N10 T1 D1 S600 M03 |
Define the cutting parameters |
|
N20 G95 G90 F0.25 |
|
|
N30 G00 X40 Z10 |
Approach of workpiece |
|
N40 CYCLE99(“SUB99”, 5, 0.5, 1, 3, 1) |
Call for roughing cycle |
|
N50 G00 Z100 |
Restraction of tool |
|
N60 M03 S800 |
|
|
N70 G00 X40 Z10 |
Approach of workpiece |
|
N80 CYCLE99(“SUB99”, 5, 0, 5, 0, 1) |
Call for finishing cycle |
|
N90 G00 Z100 |
Restraction of tool |
|
N100 M02 |
End of program |
Contour subroutine “SUB99.iso”
|
N100 G00 X30 Z1 |
Approach of start point of contour |
|
N110 G01 Z-18 RND=3 F0.15 |
Feed |
|
N120 X45 |
|
|
N130 Z-50 |
|
|
N140 X60 |
|
|
N150 Z-87 |
|
|
N160 X70 |
|
|
N170 RET |
End of subroutine |
